Atividade #435
FechadaProdução de roletes para o driblador
Descrição
É necessário definir o material e depois produzir os roletes que serão utilizados no driblador
Arquivos
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Atualizado por Yugo Nihari há mais de 8 anos
Encontrei essa borracha de silicone. (50 reais por 1kg mais uns 30 para frete de 2 dias)
Imagem de pneu em miniatura feita com esse material: https://goo.gl/images/oaWSVB
Capitão, o que o senhor acha?
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
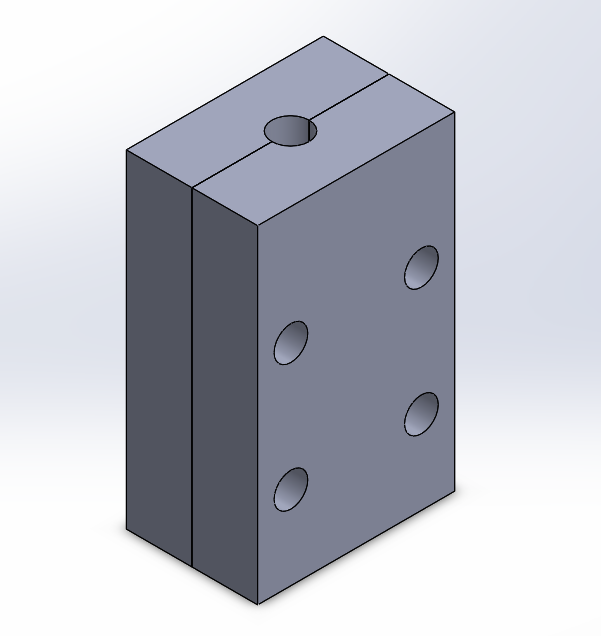
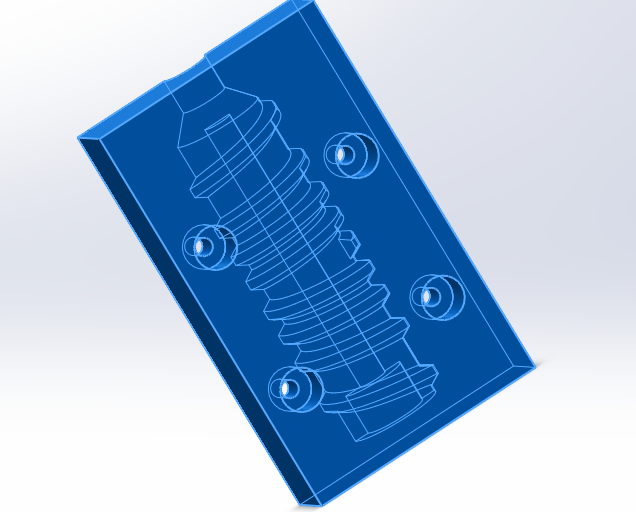
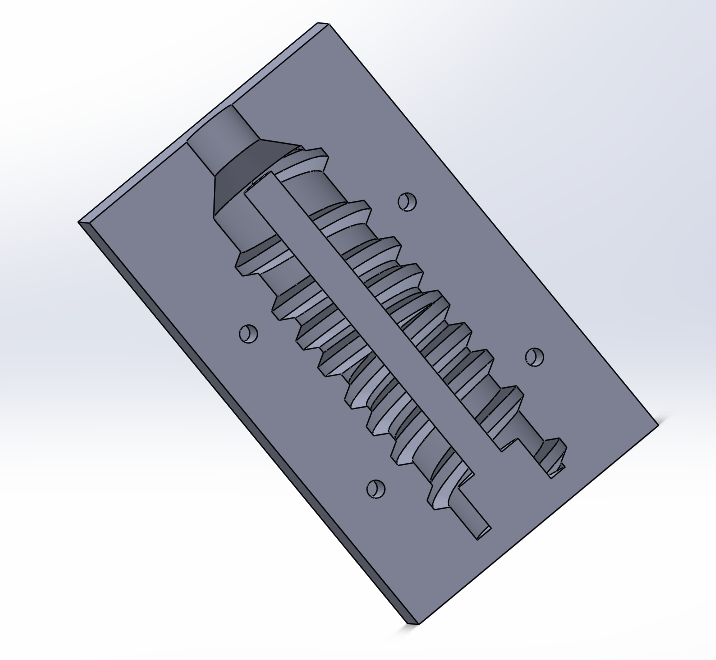
- Arquivo picture397-1.png picture397-1.png adicionado
- Arquivo picture397-2.png picture397-2.png adicionado
- Arquivo picture397-3.png picture397-3.png adicionado
- Arquivo picture397-4.png picture397-4.png adicionado
Desenhei o rolete e o Molde o que você acha capitão? Vou fazer os desenhos para que possa ser enviado para aprovação..
Atualizado por Luiz Renault Leite Rodrigues há mais de 8 anos
Esse modelo de rolete foi baseado em alguma equipe?
O molde foi projetado para caber no nosso porta molde?
Se forem utilizar o silicone do link, o molde tem que ser diferente.
Clara, poderia nos apoiar neste projeto?
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Conforme conversado com o Nihari, é necessário verificar o seguinte:
- Pegar o datasheet com o fabricante para que possamos ver o tempo de cura do material e avaliar a viabilidade da aplicação. É importante ver também se o material sofre algum tipo de contração ou expansão devido à cura para poder compensar a dimensão da cavidade. Isso não é muito comum em resinas catalisadas, mas é melhor tirar a dúvida.
- Comprar também desmoldante para silicone (muito importante!)
- Lojas no Rio de Janeiro especializada em resinas que podem ter o material ou semelhante: Lokalfibra (São Cristóvão) ou Casa das Resinas (Centro)
- Fazer projeto de ferramenta de prensagem que contenha os seguintes elementos:
1. Pinos de Alinhamento
1. Parafusos para abertura do molde após cura da peça.
1. Canais para saída de excesso de material por ocasião do fechamento do molde
1. Cavidade inferior com volume maior que o volume da peça. Caso o material seja bem viscoso, é possível colocar material nas duas metades e juntar os dois sem que o material escorra no fechamento, mas é preciso testar.
Atualizado por Yugo Nihari há mais de 8 anos
- Arquivo borracha de silicone preta rigida.pdf borracha de silicone preta rigida.pdf adicionado
Entrei em contato com a Redelease e eles forneceram as informaçôes técnicas (coloquei anexo)
O tempo de trabalho é 30min, tempo parar tirar do molde é 2h.
Depois disso precisa deixar 24h a temperatura ambiente para curar.
Precisa de 7 dias para curar completamente. Terminando até sábado, vamos ter 5 ou 6 dias até os jogos de fato. Acredito ser suficiente.
Não encontrei no site deles desmoldante pra silicone, mas no telefone me informaram que era para usar vaselina mesmo.
Na lokalfibra tinha borracha de silicone de outra marca, mas o vendedor não sabia dizer nenhuma informação técnica direito. Na casa das resinas eles não tinham.
Comprei pela internet mesmo. Chega em 2 dias úteis.
Podemos usar vaselina mesmo como desmoldante?
O molde precisa ser em alumínio ou pode ser feito na nossa impressora 3D?
O Luis Farias está terminando o desenho novo do molde já.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Acho que as condições de cura são ideais. Vocês virão fabricar na IMBEL para gente tirar as bolhas com vácuo ou tem como fazer isso no IME?
Se o fabricante informou que vaselina pode ser usado não deve ter problemas. Eu tenho um outro desmoldante para silicone que podemos tentar se não der certo com a vaselina.
Acho que na impressora 3D de vocês não vai ficar bom, pois a superfície porosa deve aderir muito na borracha, mas pode tentar. Acho que poderíamos imprimir na IMBEL, se o Cap Renault concordar.
Vamos precisar fazer quantos roletes?
Favor colocar o desenho do molde, mesmo que parcial para eu já dar uma olhada.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Nihari, comprou também o catalisador?
Atualizado por Yugo Nihari há mais de 8 anos
Vou me informar pra saber se tem como tirar as bolhas aqui no IME, mas a princípio acho melhor considerar que vamos fazer na IMBEL na sexta-feira.
O ideal é fazer mais do que 6 roletes. Dado que cada um fica 2h no molde, quantos moldes precisaríamos? Se for impresso tem o risco do molde quebrar também na hora de tirar a peça.
O Luis Farias vai sair da aula agora e ir direto para a IMBEL. Ele pode te mostrar o molde quando chegar aí.
O catalisador está incluso na compra.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Acho que um molde só faz essa quantidade de peças sem problemas. Perguntei por que se fosse uma quantidade maior poderíamos fazer em alumínio para acelerar a cura no forno, mas acho que não será necessário.
Atualizado por Yugo Nihari há mais de 8 anos
Mas só vamos ter sexta-feira para fazer isso. Chegando 13h na Imbel vamos conseguir colocar no equipamento de vácuo no máximo 3 vezes, não? Poderíamos ir na Imbel na segunda-feira, mas aí perderíamos o tempo de cura mais prolongado do fim de semana.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Mas tem que testar pelo menos um antes de fazer mais quantidade. O ideal seria vocês virem assim que o material chegar, até para dar tempo de corrigir alguma coisa no projeto da peça/molde. Tenho outras resinas de silicone que podemos usar para testar o molde também. Podem vir depois do expediente também, só temos que coordenar para eu pedir autorização aqui.
Atualizado por Yugo Nihari há mais de 8 anos
O silicone chegou hoje e planejamos ir a Imbel amanhã. Vamos levar uma vasilha, balança, vaselina e pincel. O Luis Farias está tentando imprimir o molde na impressora do laboratório mas a impressão está falhando (está descalibrada). Talvez seja necessário fazer o molde na Imbel mesmo.
Atualizado por Luiz Renault Leite Rodrigues há mais de 8 anos
Yugo Nihari escreveu:
O silicone chegou hoje e planejamos ir a Imbel amanhã. Vamos levar uma vasilha, balança, vaselina e pincel. O Luis Farias está tentando imprimir o molde na impressora do laboratório mas a impressão está falhando (está descalibrada). Talvez seja necessário fazer o molde na Imbel mesmo.
Não precisa trazer balança. Mandem o stl do molde urgente.
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
- Arquivo Molde_Inferior.STL Molde_Inferior.STL adicionado
- Arquivo Molde_Superior.STL Molde_Superior.STL adicionado
- Arquivo Peça_Encaixe_Molde.STL Peça_Encaixe_Molde.STL adicionado
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
Desculpa a demora Capitão, estava no dentista mais cedo. Só vi com a mensagem.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Luis, vocês já tem o eixo que vai dentro do driblador fabricada? Ele se encaixa no molde? O ideal é que já fabricássemos o driblador por cima do eixo, para a adesão ficar melhor.
Poderia fazer também um molde pensando em injeção. Caso não funcione, a injeção é mais rápida e temos várias opções de materiais.
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
Clara, ele é uma peça antiga. Seu diâmetro é de 5.5 mm a peça que fiz para encaixe(que pensei em fazer impressa mesmo) tem diâmetro de 5.1 mm pensei em colocar o silicone com interferência de modo que não ocorra o deslizamento entre o rolete de silicone e o eixo. Mas se você achar que fica melhor já fabricar com ele poderia mudar o molde de modo que alojasse ele dentro. Você acha que vale a pena tentar assim ou melhor fazer direto no eixo?
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Acho melhor fazer direto no eixo. Esse encaixe com interferência é muito complicado de fazer.
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
- Arquivo Molde_Inferior_Dir_EIXO.STL Molde_Inferior_Dir_EIXO.STL adicionado
- Arquivo Molde_Superior_DIR_EIXO.STL Molde_Superior_DIR_EIXO.STL adicionado
- Arquivo Peça_Encaixe_Molde_DIR_EIXO.STL Peça_Encaixe_Molde_DIR_EIXO.STL adicionado
Pronto tenente Clara, essas são as peças para o encaixe direto no eixo.
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
O encaixe é diferente do anterior, mas ainda necessário, pois o furo interno do rolete precisa de dois diâmetros internos ao longo do seu curso. Um para passar o eixo e o outro para passar a polia.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
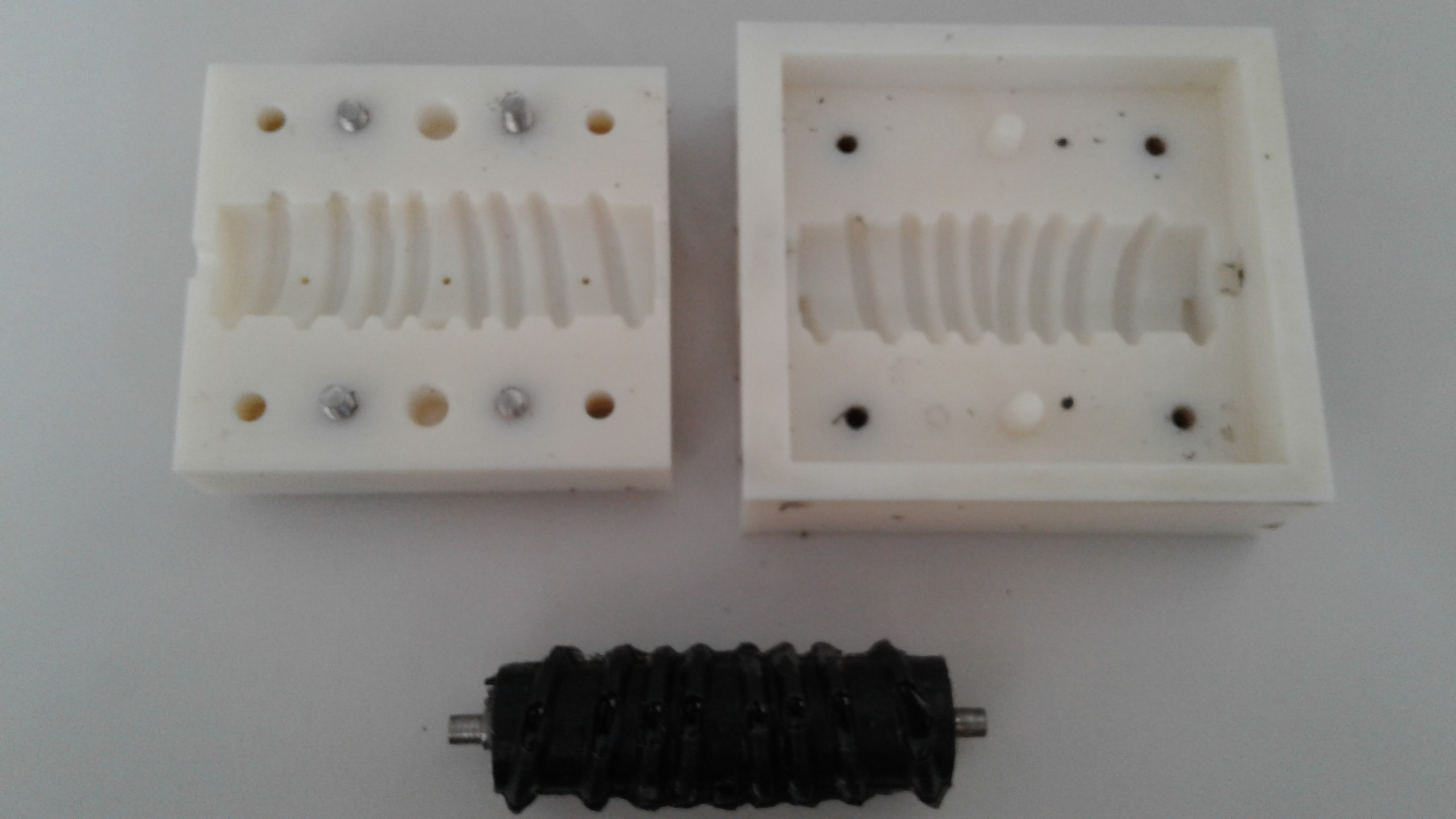
- Arquivo 20171102_131407.jpg 20171102_131407.jpg adicionado
- Arquivo 20171102_131419.jpg 20171102_131419.jpg adicionado
- Arquivo 20171102_131401.jpg 20171102_131401.jpg adicionado
- Arquivo 20171102_131340.jpg 20171102_131340.jpg adicionado
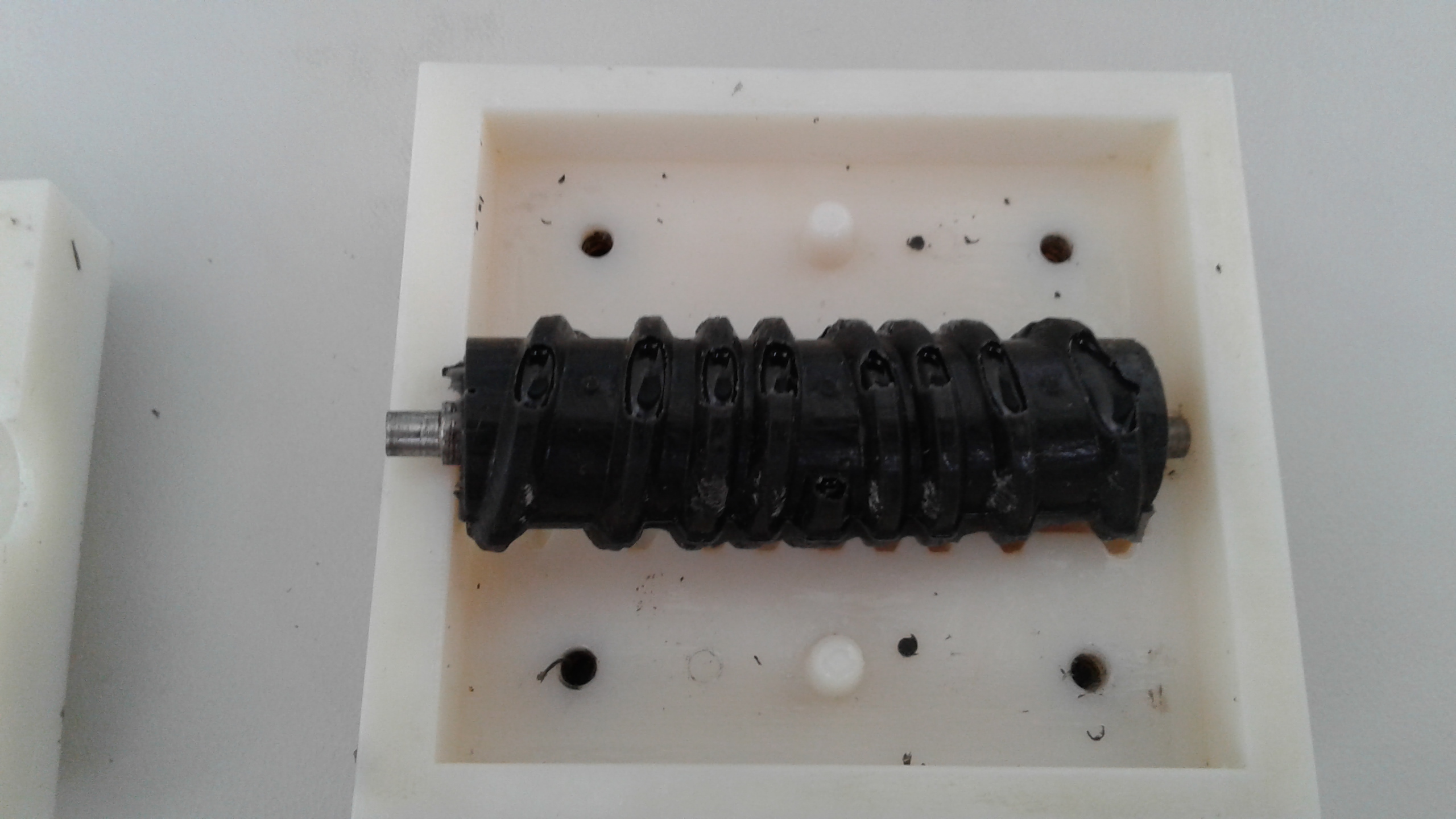
O molde foi aberto, seguem imagens e observações:
- A desmoldagem funcionou bem, nenhuma resina aderiu ao molde
- Aparentemente o material irá cumprir a finalidade, mas seria interessante testar para verificar se o funcionamento ficou como esperado.
- A peça ficou com alguma bolhas na parte superior. É necessário colocarmos mais saídas de material, uma para cada reentrância.
Se quiserem podem vir buscar a peça para testar.
Atualizado por Yugo Nihari há mais de 8 anos
Tiramos o nosso do molde também. Vou escrever agora os problemas que aconteceram. Tem como você medir o diâmetro que ficou a peça (o maior diâmetro, por fora das ranhuras)?
Atualizado por Yugo Nihari há mais de 8 anos
A desmoldagem foi simples. Nosso molde era com o eixo impresso, que saiu sem grande esforço, graças a vaselina. A parte superior do molde soltou quando apertei os parafusos.
Como esperávamos, faltou material e a peça não ficou completamente preenchida. O ideal deve ser então os 40g de silicone. Feito isso, fui colocar o eixo dentro do rolete e ele entrou bem apertado, mas foi possível colocar. Acredito que esteja sob pressão suficiente para não deslizar.
Tivemos dois problemas:
-Tem uma peça que fica atrás do rolete e na montagem ela estava com 2mm de distância, mas alteramos a posição do rolete nos braços do driblador e essa distância caiu pra 0,5mm, só que nós não percebemos. Essa folga não foi suficiente e o rolete está atritando com a peça atrás dele (ver foto). Aparentemente não ocorreu dilatação do material: tanto o desenho dela quanto o rolete estão com 20,5mm.
-O outro problema é que as ranhuras estão no sentido contrário, então a bola tende a ir pra fora.
Testamos o drible com o motor, colocando o rolete para o outro lado e o resultado foi satisfatório. Mesmo esse rolete estando incompleto pela falta de material, pela alta rotação o drible deu certo.
Nossa ideia é fazer o seguinte: diminuir um pouco o diâmetro do rolete, inverter as ranhuras e fazer a impressão de moldes na nossa impressora. O rolete feito com esse molde ficou bem preciso e não há necessidade de usar a impressão da IMBEL. Temos tempo para fazer 3 ou 4 moldes até amanhã e fazer todos os roletes até o fim do expediente de amanhã. Estamos querendo fazer o molde com a peça impressa no lugar do eixo (da forma que fizemos com esse molde que está com a gente), pois coma vaselina não tivemos problemas pra tirar o eixo impresso e a pressão no eixo foi satisfatória. Podemos fazer assim?
Obs: as ranhuras estão se encontrando no centro do rolete. Vamos alterar isso para que tenha um espaço de 20mm sem ranhuras no centro do rolete, para que a bola encontre um espaço mais estável uma vez que for jogada para o centro.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Nihari, pode colocar foto da peça?
Seria uma questão de inverter o sentido da peça para que a bola passasse a ir para o centro?
Atualizado por Yugo Nihari há mais de 8 anos
Estou tentando colocar as fotos. É que a internet ficou ruim.
Sobre o sentido de rotação do rolete, olhando de frente para o robô, ele precisa girar para baixo. Quando a bola encosta nele, ela roda em direção ao robô, tornando possível o domínio de bola. Esse sentido de rotação é determinado pelo sentido da corrente no motor.
Sobre as ranhuras, a rosca precisa levar a bola para o centro e isso que foi feito errado. Não é possível simplesmente colocar a peça ao contrário pois os braços do driblador não são simétricos e a usinagem já começou ontem. Como temos que fazer outro molde de qualquer forma para diminuir o tamanho do rolete, vale mais a pena ajeitarmos isso também.
Atualizado por Yugo Nihari há mais de 8 anos
- Arquivo Rolete de silicone com falta de material.jpeg Rolete de silicone com falta de material.jpeg adicionado
- Arquivo rolete na montagem.JPG rolete na montagem.JPG adicionado
Atualizado por Yugo Nihari há mais de 8 anos
Só complementando o que eu falei: outro fator que impede de inverter o rolete é a assimetria do eixo do rolete, pois de um lado vai a polia.
Atualizado por Clara Luz de Souza Santos há mais de 8 anos
Ok, façam as alterações para que possamos fabricar mais peças amanhã.
Atualizado por Luis David Peregrino de Farias há mais de 8 anos
- Arquivo Molde_Inferior.STL Molde_Inferior.STL adicionado
- Arquivo Molde_Superior.STL Molde_Superior.STL adicionado
São os STLs que estão sendo produzido, Capitão por ser muito caro o material da impressora da imbel o senhor não acha melhor testar com a nossa antes? Fora que o rolete produzido na nossa parece ter ficado bom, ele não serviu por outros motivos...
Atualizado por Onias Castelo Branco há mais de 8 anos
O Yugo já desmoldou três ontem e está desmoldando outros três agora.
Atualizado por Luiz Renault Leite Rodrigues há mais de 8 anos
Deu certo, ou vamos precisar de um plano B?
Atualizado por Yugo Nihari há mais de 8 anos
Deu certo e temos então 4 roletes novos, 3 que precisam de ajustes (ranhura ao contrário e falta de espaço da peça de trás) e mais 2 novos curando nos moldes. Já envio uma foto deles.
Atualizado por Yugo Nihari há mais de 8 anos
- Arquivo B905B864-087F-42A0-8CA9-04C503AC2148.jpeg B905B864-087F-42A0-8CA9-04C503AC2148.jpeg adicionado
- Arquivo 75235BF8-8E70-4DBA-95DA-770CA4A48F8A.jpeg 75235BF8-8E70-4DBA-95DA-770CA4A48F8A.jpeg adicionado
Atualizado por Yugo Nihari há mais de 8 anos
- Situação alterado de Em andamento para Fechada